- Home
- Accueil
- Restauration ▾
-
Apprendre ▾
- Bibliothèque gratuite
- Glossaire
- Documents
- Initiation
-
Façonné
- Introduction
- Vulgarisation
- Définitions
- Le métier de façonné
- Principes du façonné
- Mécaniques de façonné
- Le jeu des crochets
- Les cartons
- Chaîne des cartons
- Mécanique 104 en détail
- Pour en finir
- Montage façonné
- Empoutage 1/3
- Empoutage 2/3
- Empoutage 3/3
- Colletage, pendage et appareillage
- Autres façonnés
- Façonnés et Islam
-
Cours de tissage 1912
- Bâti d'un métier
- Le rouleau arrière
- Les bascules
- Formation du pas
- Position de organes
- Mécanique 104 Jacquard
- Fonctionnement 104
- Lisage des cartons
- Le battant du métier
- Le régulateur
- Réduction et régulateur
- Mise au métier d'une chaîne
- Mise en route du métier
- Navettes à soie
- Battage
- Ourdissage mécanique
- Préparation chaînes et trames
- Matériel ▾
- Chroniques ▾
- Tissus et fils ▾
- Techniques ▾
- Culture ▾
- Langue ▾
Les guides ou barbins sont généralement commandés par deux cames entraînées par une série d'engrenages, le tout désigné sous le nom de réglage.
Les réglages des mécaniques à dévider sont à peu près tous construits d'après le même principe et peuvent se régler suivant l'ouvraison du fil à dévider et la forma à donner aux roquets ou aux bobines.
Pour les roquets le mouvement de va et vient est brisé, pour les bobines il est uniforme.
Le réglage est dit à petite croisure lorsque les tours de fil sont enroulés sensiblement parallèles entre eux et à grande croisure lorsque le déplacement du fil est trés grand et rapide, de 1 cm environ par tour de fil dans certaines machines.
Le dévidage des cotons et des laines pour chaînes se fait généralement sur des machines spéciales appelées bobinoir, pelotonnoir, sur lesquelles le fil est enroulé en forme de peloton trés gros d'après un réglage à grande croisure.
Détrancannage :
Le fil de soie enroulé directement sur le roquet présente certains défauts de dévidage, tels que faux tours, noeuds mal faits, etc... qui peuvent occasionner dans les opérations qui suivent des pertes de temps et du déchet.
Pour éviter cela il est nécéssaire de faire subir aux fils un rebobinage appelé détrancannage dont le seul but est de purger le fil des défauts de dévidage.
Ce détrancannage se fait généralement sur la mécanique à dévider. Le détrancannage pour chaîne doit se faire sur des roquets uniformes comme poids et comme dimensions. La régularité de poids facilite la vérification des poids restant sur les roquets, l'uniformité de dimension est nécéssaire pour obtenir un bon ourdissage.
Dans le flottage ordinaire où les couches de fils sont disposées sensiblement parallèles les unes aux autres et les pantinnes formées d'un certain nombre de petites flottes dont la longueur varie de 1200 à 2000 mètres, cette préparation prend le nom de trfusage et elle consiste à séparer les petites flottes et à parallèliser le plus possible les tours de fil. Pour cela les flottes sont placées sur une grosse cheville fixée horizontalement et désignée sous le nom de trafusoir, puis elles sont habilement secouées et tournées avec les mains.
Dans les flottes enroulées avec le réglage Grant, l'opération du trafusage proprement dit est supprimé, les fantines étant ordinairement formées d'une seule pièce variant de 12000 à 20000 mètres, ces flottes sont simplement étendues, de manière à placer les couches de fil à plat, disposition qui est obtenue en étendant bien horizontalement les capillures.
Formes des roquets et bobinage du fil :
Les roquets ou bobines utilisés au dévidage du fil de soie sont de forme cylindrique et se terminent généralement à leurs extrémités par un rebord plus ou moins haut, dans certains cas cependant on emploie de simples tubes en bpois ou en fer voire même en carton.
Pour le dévidage les roquets sont placés sur des broches formant axe dont l'une des extrémités repose sur une poulie animée d'un mouvement de rotation entraînant les broches et les roquets.
Le fil venant de la flotte est conduit sur le roquet par un guide appellé barbin (poupée) animé d'un mouvement de va et vient combiné pour disposer les tours de fil d'après un croisement étudié pour donner une forme et une dureté au roquet qui en rende le transport et les manipulations exempts de risque d'éboulement.
Préparation des chaînes et des trames :
Tous les textiles subissent avant l'opération du tissage différentes manipulations préparatoires qui ont pour but d'approprier les fils au rôle qu'ils sont appelés à jouer pendant le tissage.
Dévidage et détrancannage des fils :
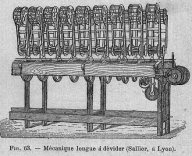
Le dévidage est l'opération qui consiste à enrouler le fil livré en flottes sur des bobines désignées sous le nom de roquets, bobines, bobinots, etc...
Cette opération se fait sur des machines appelées mécanique à dévider ou banque de dévidage.
Les flottes pour être dévidées sont placées sur des appareils dont la forme et le nom diffèrent suivant la nature du fil et la formation des flottes.
Pour la soie, deux genres de flottagesont employés. Le premier et plus ancien est dit réglage ordinaire et est de moins en moins employé, le second est le flottage croisé envergé d'après le réglage Grant. Les appareils qui s'emplient pour le dévidage des flottes ordinaires se dédignent sous le nom de guindres, ceux employés pour le dévidage des flottes envergées Grant sous le nom de tavelles.
Trafusage ou préparation des flottes :
L'opération même du dévidage est toujours précédée d'une préparation des flottes qui est nécessaire pour les disposer sur les guindres ou tavelles dans des conditions favorables au dévidage du fil afin que ce déroulage se fasse le plus rapidement possible et le plus régulièrement possible.

Cours de tissage pratique
Ecole municipale de tissage de LyonProfesseur A.CREPT - Année 1912-1913
Le cours manuscrit a été recopié par nos soins.Ce cours de tissage sur métiers lyonnais à bras a été utilisé jusque dans les années 1980.
