- Home
- Accueil
- Restauration ▾
-
Apprendre ▾
- Bibliothèque gratuite
- Glossaire
- Documents
- Initiation
-
Façonné
- Introduction
- Vulgarisation
- Définitions
- Le métier de façonné
- Principes du façonné
- Mécaniques de façonné
- Le jeu des crochets
- Les cartons
- Chaîne des cartons
- Mécanique 104 en détail
- Pour en finir
- Montage façonné
- Empoutage 1/3
- Empoutage 2/3
- Empoutage 3/3
- Colletage, pendage et appareillage
- Autres façonnés
- Façonnés et Islam
-
Cours de tissage 1912
- Bâti d'un métier
- Le rouleau arrière
- Les bascules
- Formation du pas
- Position de organes
- Mécanique 104 Jacquard
- Fonctionnement 104
- Lisage des cartons
- Le battant du métier
- Le régulateur
- Réduction et régulateur
- Mise au métier d'une chaîne
- Mise en route du métier
- Navettes à soie
- Battage
- Ourdissage mécanique
- Préparation chaînes et trames
- Matériel ▾
- Chroniques ▾
- Tissus et fils ▾
- Techniques ▾
- Culture ▾
- Langue ▾
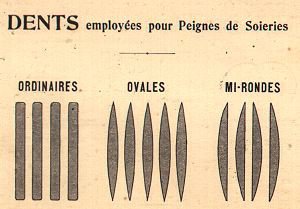
La figure ci-dessus montre les dents ordinaires, ovales et mi-rondes employées pour peignes de soieries.
Peignes à dispositions
On comprend comme peignes à disposition, les peignes à bordures pour les tissus ameublement, les tissus pour parapluies et les peignes à chemins divers de différentes dispositions.
Peignes de gaze soieries
Le principe des peignes pour la gaze unie est à dents fortes, c'est à dire épaisses, pour bien tenir le carré de la gaze.Pour les gazes façonnées, l'on emploie des peignes ordinaires, car pour les effets de façonnés, il faut que les fils de chaîne puissent s'étendre et que la dent du peigne ne marque pas.
Peignes de gaze à bluter
Pour la gaze à bluter, ce sont des peignes particuliers par leur contexture et leurs dimensions, en raison de la qualité du tissu, qui est destiné à l'industrie du blutage des farines. Ce tissu est très rigide par suite d'une forte tension de la chaîne. Le tissu devant être très élastique, les chaînes et les trames doivent être maintenues à une température humide.Ces peignes sont construits en dents fortes. Selon les réductions, les proportions sont en moyenne de 50% de plein et 50% de vide. Les foules sont très basses et varient de 30 à 50 mm pour les métiers à bras. Elles ont été élevées à 60 mm pour les métiers mécaniques.Ces peignes sont à bordures de 35 à 70 dents au pouce; le fond doit donc être comme pour les velours au fer, très juste.
Les réductions varient de 30 à 250 dents au pouce. En raison de l'humidité nécessaire à cet article, ces peignes se rouillent très rapidement, aussi l'on recouvre les liures de soudure, pour en éviter l'oxydation, qui en rongerait les fils.
Gaze anglaise (gaze marquisette)
Les peignes de gaze marquisette ont permis d'appliquer pratiquement cet article au métier mécanique, car les culottes en textiles divers ne faisaient qu'un usage restreint.Ces peignes ont fait leur apparition vers 1910, dans la région de Tarare et Amplepuis; ils ont été ensuite introduits à Lyon et dans la région lyonnaise.
Ce sont des peignes doubles, dont une dent sert au fil droit et une au fil de tour. Ils se mettent à la place des lisses, et par un mécanisme spécial à leur fonctionnement qui, à la fois, actionne la marchure et le déplacement des fils, l'on obtient une gaze parfaite. La marche des métiers est en moyenne de 140 coups à la minute, ce qui donne une production intéressante.
Ces peignes ont été également perfectionnés ; les premiers employés étaient faits en dents recourbées et soudées, en ménageant un oeillet calibré par un mandrin spécial; mais à l'usage, sous l'effort de la tension des fils, ces dents se dessoudaient et la nappe de la chaîne devenait irrégulière, ce qui génait le fonctionnement. Pour éviter ce défaut, l'on a employé le principe de la maille Grobb, c'est à dire une dent percée et estampée pour dég&ager l'oeillet destiné à recevoir le fil de tour. Ceci a été un premier perfectionnement très appréciable, car le fil de tour, tournant constamment dans l'oeillet, le polit continuellement.
D'autres perfectionnements ont été également réalisés en ce qui concerne la sûreté du fonctionnement et la facilité du remettage et du passage des fils sur les métiers.
Peignes pour tissus métalliques
Les peignes pour tissus métalliques sont d'une contexture spéciale; c'est le fil de chaîne qui détermine le passage, lequel doit avoir juste le jeu nécessaire pour en permettre le fonctionnement, car exceptionnellement ces peignes sont toujours piqués à un fil en dent.
Ce jeu se calcule par centièmes, selon les réductions, car celles-ci varient du numéro 1 au numéro 200 et plus au pouce métrique. Ils se sont fait longtemps exclusivement en acier doux, mais depuis plusieurs années ils se font presque tous en acier trempé.
Comme pour les peignes de gaze à bluter, les liures sont recouvertes de soudure; cette façon est surtout nécessaire dans les peignes fins, qui sont très bas de foule. Le contact fréquent des fils de chaîne avec les fils de liures pourraient détérorier ces derniers et déterminer des imperfections dans le tissu.
Les dents de ces peignes varient de 5 à 12 mm de largeur, et les soudures de 14 à 20 mm de hauteur. Les foules varient de 22 à 120 mm. Ils doivent être trésdroits et les dents bien placées d'équerre, car la moindre inclinaison, vu leur largeur, ferait que les dents se piqueraient, c'est à dire se cocheraient, en raison de la grande tension des fils de chaîne, et ces coches arrêteraient les fils au moment de la marchure.Ces deux conditions sont donc essentielles pour une bonne fabrication.
Peignes pour tissus perlés
Les tissus perlés se sont fait primitivement avec des peignes à galeries et à fourches fixes, qui étaient ajustées à la main, selon la grosseur des perles.Le peigne à perles en usage de nos jours a été inventé par un nommé Essautier, de Paris, notamment pour la passementerie, puis a été appliqué aux tissus larges; il s'est beaucoup fait en 60 cm, mais actuellement il se fait en largeur de 110, 120, 140 et 160 cm, soit avec des perles de verre cassé, soit avec des perles rondes (appelées perles plomb), soit avec des perles à façettes.
Ce peigne est construit en deux parties :
La base, qui comporte le nombre de dents nécessaire au fond du tissu.
Le peigne supérieur ou compteur de perles, dénommé ainsi pour l'usage, quoique il ne compte rien, mais sert à régler le passage des perles.
Le peigne est monté sur coussinets, ou sur pivots, fixés à la ferrure spéciale du peigne de base ; il est donc mobile, mais retenu plaqué au peigne inférieur par deux ressorts de pression.Sur l'armature sont fixées à droite et à gauche deux pièces métalliques munies chacune d'une vis de réglage du passage des perles.
La pièce de droite a une forme spéciale pour prendre contact avec le levier de déclanchement au moment du passage des perles, entre les deux peignes.
Ce levier de déclanchement consiste en ine pièce mobile du métier par une tige réglable; le battant étant fixé lui-même sur un appareil mobile, appelé ascenseur, descend sur le coup de perles, et c'est au moment de sa montée que se produit le déclanchement. (Le tout est commandé par la mécanique)
La particularité de ces peignes consiste en réductions différentes, c'est à dire que si le peigne de base a 10 dents au cm, ou 27 dents au pouce, le peigne supérieur aura 5 dents au cm ou 12.5 dents au pouce, soit 5 perles au cm.
Pour cela, le peigne de base a donc deux dents soudées à leurs extrémités, fermant un passage, et en en laissant un ouvert, pour permettre au fil de perle de passer du peigne de base au peigne supérieur.
Les dents du peigne supérieur sont placées sur le plat, de façon à couvrir les deux dents du peigne de base, en ne laissant que le passage nécessaire pour le fil de perles, à seule fin que celles-ci soient bien retenues à leurs places, et ne passent devant le peigne qu'au moment du déclanchement, commandé, comme dit ci-dessus, par la mécanique.
Les perles sont souvent irrégulières; le réglage se fait donc sur la taille moyenne; aussi il arrive souvent que les fines passent à double et que les grosses manquent. C'est donc à l'ouvrier tisseur de rectifier le coup de perles.
Peignes éventails pour ondulations de la chaîne.
Les peignes éventails sont construits par chemins de différentes largeurs et sont actionnés par un mouvement ascensionnel pour obtenir les effets d'ondulations de la chaîne.Pour tenir les lisières droites, l'on commence par un demi-chemin et l'on termine de même.
Peignes éventails pour tissus tubulaires
Ce peigne spécial aux tissus étroits est employé au métier à la barre. Il est également actionné par un mouvement ascensionnel.
On fait couramment, avec ce genre de peigne, des fourreaux de parapluie. L'on a fait également des cravates tubulaires, par conséquent sans coutures, dont le tour de cou était d'une largeur réduite pour s'adapter facilement, puis s'élargissait pour pouvoir confectionner le noeud de la cravate. Il se fait également avec ce genre de peigne des tissus élastiques que l'on emploie dans l'orthopédie.
Peignes ondulés pour effets de trames
Ces peignes sont également construits par chemins et ondulés en formes concaves et convexes. Actionnés par un mouvement ascensionnel, ils placent donc les duites en opposition d'ondulation. Ce tissu est trés délicat à tisser, car il faut ajuster les tensions de chaînes et de trames pour éviter qu'il se fasse des poches au tissu.
L'on peut, avec ce genre de peigne comme avec les peignes éventails, faire de nombreuses dispositions de coloris.L'application de ces peignes aux métiers à bras peut trés bien se faire aux métiers mécaniques.
Peignes traceurs de moire, dits peignes à musique
Avant de connaître les peignes à dents mobiles, l'on a tracé certains genres de moire avec des peignes ondulés fixes; les résultats obtenus avec ces peignes n'ont pu identifier, car l'on faisait aussi bien au traçage à la règle après tissage.Le premier peigne à dents mobiles a été inventé par Taverrier, moireur à Lyon, et breveté le 23 février 1865, sous le numéro 66.363.
Ce peigne était à dents droites, qui prenaient contact avec le cylindre, lequel était fixé sur la poignée spéciale du battant.
Cette forme de dent ne permettait pas d'obtenir la netteté de certains dessins, dont les creux étaient rapprochés; aussi, pour obtenir un résultat meilleur, les dents mobiles ont été évidées à leur partie supérieure, un peu au-dessous de leur contact avec le cylindre, à seule fin que la surface qui le touche soit très petite, et qu'elle puisse reproduire le dessin avec plus de netteté.Cette nouvelle forme de dent a été l'objet d'un certificat d'addition au brevet primitif en date du 26 septembre 1865.
Quoique cette nouvelle forme de dent ait permis d'obtenir des résultats meilleurs, ils étaient encore insuffisants.
On a donc imaginé un organe intermédiaire que l'on a appelé clavier. Ce clavier de forme spéciale a été placé entre le peigne et le cylindre; il était composé d'un certain nombre de pièces de tôle d'acier découpées à l'emporte-pièce.Elles étaient plus épaisses que les dents du peigne, et pour 1.500 dents mobiles, le clavier était de 300 dents environ.
Le point d'oscillation des dents du clavier était excentré de façon à multiplier l'importance des motifs fixés sur le cylindre. Il était ajusté entre le cylindre et le peigne. La partie supérieure en forme de bec prenait contact avec le dessin et la partie inférieure avec le peigne; ce clavier a donc permis de suivre les formes des dessins plus fidèlement.
Le cylindre était actionné par un régulateur placé à la lame droite du battant et commandé par deux pignons d'angle, l'un a régulateur, l'autre à l'axe du cylindre.
L'ensemble de cet appareil peigne-traceur de moire était donc composé :
- Du peigne à dents mobiles- Du clavier de transmission du dessin- Du régulateur de commande du cylindre- Du battant, sur la poignée duquel était ajusté le clavier et le cylindre- Du rasteau guide-navette
C'était donc avec ces différents organes qu'ont été constitués les premiers appareils traceurs de moire. Ces appareils, quoique trés compliqués, ont donnés de très bons résultats; ils étaient néanmoins susceptibles de perfectionnements, car plusieurs points principaux étaient en contradiction avec les principes du tissage et occasionnaient très souvent des malfaçons très préjudiciables.C'est donc en 1892 et 1893, lors de la grande saison de moire, qui dura plus de deux ans, que votre serviteur a été appelé à étudier tous les perfectionnements susceptibles d'améliorer ces appareils, tant au point de vue du tissage que de leur bon fonctionnement.
Que reprochait-on en principe à ces appareils?
Les différents organes étant séparés, l'on était obligé de guinder le peigne en l'arrêtant, pour éviter le jeu latéral qui aurait déplacé le dessin fixé sur la poignée du battant. Ce guindage faisait écorcher les fils de chaîne par le peigne.Les dents du clavier, quoique étant plus épaisses que celles du peigne, passaient fréquemment au travers, ce qui nuisait au bon traçage du dessin et abimait le peigne.La navette était guidée par un rasteau à aiguilles qui se cassaient très souvent, et surtout piquaient les doigts des tisseurs. C'est pour remédier à ces divers inconvénients que je me suis employé et que j'ai construit l'appareil actuel.
J'ai tout d'abord réunis en un seul trois des organes principaux: le peigne, le cylindre et le régulateur. Cela a constitué un premier perfectionnement très appréciable au point de vue pratique, car il est devenu libre dans son battant comme un peigne ordinaire, et n'avait plus besoin d'être guindé, tous les organes suivant le mouvement latéral imprimé par le déplacement de la chaîne. Donc plus ou peu d'écorchures de la chaîne, ni la crainte de déplacement du dessin.Le rasteau guide-navette a également été supprimé par une construction spéciale des battants, pour lesquels je me fais un devoir de remercier M. Lespinasse de sa précieuse collaboration.
Un troisième perfectionnement, le plus important de tous, c'est la forme spéciale de la dent, qui a à son extrémité un bec horizontal terminé par un plan incliné, sur lequel agissent tout d'abord les motifs en relief du cylindre; elle n'en suit pas moins tous les détails avec une grande précision.C'est donc cette forme de la dent qui lui permet de recevoir l'action directe du cylindre avec efficacité, donnant des résultats supérieurs à ceux des appareils précédents.La plupart des peignes traceurs de moire n'ont de dents mobiles que sur la moitié de leur largeur, mais peuvent être complètement à dents mobiles.Jusqu'à ce jour, la plupart de ces appareils a été employée aux métiers à bras, mais divers essais ont été faits au métier mécanique, et je puis en assurer une application simple et pratique.Ces peignes traceurs de moire s'appliquent aux tissus unis, armurés, pékins et façonnés, ainsi qu'aux ceintures et rubans, et dans les largeurs de 60,70, 80, 90, 100, 110, 120 et 140 cm.Les dessins peuvent s'établir dans des rapports de 13 à 20 cm, mais peuvent se développer indéfiniment par la marche du régulateur.
J'arrive à la fin de cet exposé avec l'espoir de vous avoir tous intéressés; pour ma part, je tiens à vous remercier de l'attention soutenue avec laquelle vous avez bien voulu m'écouter. Je serais doublement récompensé si j'ai réussi à vous faire comprendre l'importance technique que méritent les peignes à tisser et, de ce fait, le "peigner".
Fabricant de peignes à tisser
A. Pradat
Lyon, 1927
Le choix des cannes était fait trés méticuleusement, notamment en ce qui concernait le diamètre, qui donnait, par rapport à l'épaisseur, différentes largeurs de dents.Les cannes étaient tout d'abord coupées de longueurs, puis ensuite refendues en lamelles qui formaient les dents. Pour cette opération, l'on employait au début des moyens très primitifs, qui se sont peu à peu perfectionnés, et l'on servait en dernier lieu d'outils spéciaux, appelés rosettes, c'est à dire des mandrins métalliques cylindriques sur lesquels étaient disposés des couteaux destinés à refendre les tuyaux.
Après cette opération, chaque dent était calibrée dans une filière, pour lui donner sa largeur définitive et régulière, ainsi que son épaisseur.Les cannes en roseaux étant poreuses à l'intérieur et polies à l'extérieur, leur écorce naturelle présentait une surface plus résistante au frottement des fils, et donnait une forme mi-ronde à la dent.
L'ouvrier peigner plaçait donc les dents de façon que la face polie par la nature soit constamment en contact avec les fils, c'est à dire présentant cette face à l'extérieur, des deux côtés du peigne; pour celà, à la moitié du peigne, l'ouvrier retournait la dent, car ce sont les deux extrémités qui fatiguent le plus, le milieu n'éprouvant cette fatique que par graduation.Ces peignes en roseau étaient liés par du ligneul poissé qui constituait une ligature d'une certaine solidité, et formait de ce fait une sorte de soudure; la poix se liant d'une spire à l'autre faisait bloc.
Fabrication des broches métalliques ou dents de peignes
Les dents ou broches métalliques se fabriquent avec des fils d'acier doux non trempant.Au début, cette fabrication était rudimentaire; les matières employées étaient de qualités inférieures, aussi il y avait souvent des parties pailleuses. Le premier outillage employé était aussi rudimentaire : les laminoirs se manoeuvraient à la main, ce qui rendait les opérations très longues et les dents irrégulières.
Mais l'outillage a suivi constamment le progrès, il est aujourd'hui à l'apogée de son perfectionnement.
Les principales opérations de la fabrication des dents de peigne sont les suivantes:
Le laminage, qui écrase le fil rond pour l'amener en un ruban plat. Il se fait en plusieurs passes, selon les numéros et largeurs.
Le tirage de large, qui consiste à calibrer la largeur, car le laminage laisse toujours des irrégularités.
Le gougeage, c'est à dire l'abattement des angles. Cette opération se fait spécialement pour la dent des peignes de soieries ; elle n'est pas nécessaire pour la dent des peignes de cotonnades, qui ne subit qu'un simple polissage.
Un premier dressage du champ et du plat, car les opérations précédentes ont modifié le métal dans les deux sens.
Le polissage, qui se fait avec un jeu de limes et de la toile émeri très fine.
Le dressage final, pendant lequel se fait une vérification minutieuse avant l'enroulage sur les bobines de livraison.
De la fabrication des peignes divers
Des rots ou peignes en roseau - La partie la plus importante de cette fabrication était la préparation des dents et du ligneul. Pour le montage de ces peignes, l'outillage était à peu près le même que celui employé aujourd'hui pour les peignes en acier, dénommé montage à la main. Celui-ci se fait encore fréquemment de nos jours pour le montage des peignes spéciaux dont je parlerai dans la suite. La fabrication des peignes en roseau se fait encore, mais de moins en moins, car la Chine et le Japon, qui en employaient encore, se servent de plus en plus de peigne métallique.
La première évolution de ce peigne s'est manifestée par l'emploi de dents en acier pour les lisières ou cordons des peignes en roseaux. Ensuite la dent en roseau a été complètement remplacée par les dents métalliques; ce genre de peigne a été appelé peigne poissé, car les ligatures sont restées en ligneul ou en coton poissé.
Le peigne poissé est encore préféré dans les articles de drap et de lainage, car il conserve une élasticité que l'on ne peut obtenir avec des peignes soudés, montés mécaniquement.Au début de l'emploi de la dent métallique, les peignes se sont montés encore très longtemps à la main, puis l'on a construit une première machine que l'on a appelé petite mécanique, ensuite on a créé des machines plus complètes qui ont d'abord servi à fabriquer les peignes de couvertures, lainages, draps, toiles et cotonnades.
Pour les peignes de soieries, il fallait des machines plus perfectionnées encore, et ce n'est que vers 1878 que l'ona commencé, à Lyon et à Saint-Etienne, à monterles peignes de soieries mécaniquement, tout en employant, comme dit précédemment, le montage à la main pour les peignes spéciaux. C'est grâce au perfectionnement de la fabrication de la dent que l'on peut de nos jours fabriquer rapidement et parfaitement les peignes à tisser.
Des peignes soudés
L'apparition despeignes soudés a eu lieu en Angleterre au XVII° siècle, et Paulet dit dans son ouvrage édité le 20 mai 1775 :"Il n'y a pas longtemps qu'on a imaginé en Angleterre de faire les coronelles des peignes avec une matière semblable à celle dont on fait les caractères d'imprimerie. Cette invention ingénieuse est remplie de difficultés pour y réussir comme il faut, attendu que l'on a besoin pour cela d'un moule dans lequel on dispose les dents d'acier dans un ordre précis, après quoi on les fixe en y coulant la matière qui en forme la monture; mais dans le reste de l'Europe on monte les peignes d'acier comme ceux de roseau, c'est à dire avec du ligneul et du coton poissé."
A ce sujet, je me souviens encore qu'au début de mon apprentissage, il y a 45 ans environ, les fabricants de peignes appelaient ces peignes métalliques peignes anglais, ce qui consacrait cette origine anglaise des peignes soudés.
Quoique la matière coulée n'était pas de la soudure, cela faisait un bloc très résistant.
Néammoins, le procédé anglais a été abandonné pour l'emploi de la soudure qui, tout d'abord, était abandonné pour l'emploi de la soudure qui, tout d'abord, était faite au fer. Actuellement, elle se fait au bain; mais, pour certains genres, et dans certaines régions de la France, elle se fait encore au fer.
Je vais d'abord passer en revue les peignes ordinaires, puis je parlerai des perfectionnements qui y ont été apportés.
Enumération des peignes ordinaires
Les peignes ordinaires forment trois catégories:
Peignes légers au 14 à la jauge de Paris ou 22/10. Soudure 10 /mPeignes forts au 16 à la jauge de Paris ou 27/10. Soudure 12 mmPeignes extra forts au 17 à la jauge de Paris ou 30/10. Soudure 14 mmCes peignes se font à des foules diverses, variant de 55 mm à 80 mm et même plus, selon qu'ils doivent servir à des tissus unis, façonnés ou brochés.
Peignes de velours au fer
Les peignes de velours au fer, quoique étant de atégorie des peignes légers, demandent des soins tout particuliers. Ils ont une foule usuelle de 25 lignes ou 57 mm. Cette foule a été augmentée à 60 mm sur la demande de quelques fabricants de velours.Les peignes de velours demandent à être très droits et très polis, afin que la frappe ne cabosse pas les fers au moment du coup de dresse. Ils ont une contexture particulière; ils sont comptés par par portée de 40 dents. Les dispositions les plus usuelles sont : 21, 21.5, 24, 24.5 et 2 portées. A chaque extrémité ils ont un certain nombre de dents plus fortes pour les cordons; il est donc indispensable que le nombre de ents de fond soit très juste.
Peignes de velours double
Il y a deux genres de peignes de velours double :
1- Les peignes à une navette2- Les peignes à deux navettes
Les peignes à une navette se construisent généralement au 18 34/10 à la jauge de Paris, pour les foules variant de 70 à 80 mm, pour les articles unis, et au 19 ou 4mm pour les façonnés, qui demandent une foule de 100 mm et plus.
Les peignes à deux navettes se font en dents de 4, 4.5 et 5 mm de large, et à des foules variant de 110 à 130 mm.
La soudure de ces deux genres de peignes est généralement de 14 mm, renforcée en épaisseur.Les peignes ordinaires constituent la base de la fabrication. Pour les peignes de soieries et de velours, la proportion de plein, c'est à dire l'épaisseur de la dent, est de 40%; pour la partie réservée aux fils ou vides, elle est de 60%.
La bonne qualité d'un peigne consiste surtout dans l'emploi de bonnes matières premières, notamment de la soudure et des soins apportés à la fabrication.
Les proportions réglementaires énumérées ci-dessus sont pour une contexture normale, mais dans bien des circonstances, notamment pour l'emploi de diverses matières, tel que les soies teintes en flottes et chargées, les Canton, ainsi que la soie artificielle, l'on s'est trouvé devant des difficultés à surmonter. C'est alors que les peignes spéciaux ont leur utilité. On a d'abord fait des peignes à dents ordinaires très fines, donnant des proportions de 30 % de plein pour 70 % de vide. Avec ces peignes, l'on a incontestablement obtenu un meilleur résultat, mais ce résultat n'était que partiel. Il se faisait notamment des défauts dans le milieu du tissu, car la dent ordinaire présentait un angle avec lequel les fils de chaîne étaient constamment en contact, ce qui prouve que cette partie des fils n'employait pas la proportion du vide indiqué.
D'autre part, malgré le renforcement des peignes, l'on craignait avec ces peignes à dents extra fines, de tomber dans un autre défaut : les rayures.
Pour obtenir un meilleur résultat, on a été amené à redonner à la dent la forme mi-ronde de la ent en roseau. Cette forme mi-ronde a donné toute satisfaction pour les soies.
Puis la guerre étant venue, nos pays du Nord envahis, les articles de lainage se sont tissés à Lyon et dans la région. Et comme nous ne fabriquions pas les peignes poissés, nous avons employé pour ce genre la dent ovale qui, elle aussi, a donné de bons résultats.Cette dent ovale est aujourd'hui généralement employée pour la soie artificielle, où elle est également très appréciée.

Je dis définitif, car le tissage ayant évolué au métier mécanique, les préparations se sont également transformées, et l'ourdissage par fils a presque complètement remplacé le pliage par musette qui subsiste encore pour les métiers à bras, de moins en moins nombreux (ce texte a été écrit en 1927). L'ourdissage par fils emploie, selon les régions, des cantres inclinées et des cantres circulaires;
Les cantres inclinées sont munies de deux rasteaux. Le premier est un rasteau diviseur composé d'autant de divisions que la cantre (en soierie, mot féminin) a de rangs, et chaque rang a un nombre de passages correspondant au nombre de roquets.
Le second rasteau, régulier, est destiné à régulariser la nappe des fils avant le peigne envergeur, qui de ce peigne va au peigne de mise et de là sur le tambour d'ourdissage.
Les cantres circulaires n'emploient que des peignes envergeurs et des peignes de mises.Il y a différents genres de peignes envergeurs : envergeurs simples, doubles, triples, etc.
Pour les peignes de mises, il y a une échelle de différentes réductions.
Je vais maintenant vous parler de la fabrication des peignes à tisser en général.
Le peigne à tisser est connu sous différents noms, notamment sous le nom de rot, parce que les premiers peignes étaient tous en roseaux, ce qui explique que notre corporation est encore dénommée par l'Administration : lamiers-rotiers.
Néanmoins, le nom de peigner était déjà employé au XVII° siècle, comme l'indique Paulet dans son ouvrage.
Préparations à la fabrication des peignes.
A la fabrication des peignes est intimement liée la fabrication de la dent. Pour les peignes en roseau, c'étaient les peigners qui faisaient eux-mêmes leurs dents.
Jusqu'en 1886, certaines maisons de Lyon faisaient même les dents métalliques; ce n'est qu'à partir de cette époque que la fabrication de la dent est devenue une industrie spéciale.
La fabrication de la dent en roseau était d'une grande délicatesse, car l'on ne pouvait se servir pour cette fabrication que de l'écorce du roseau.
Je n'entreprendrai pas de décrire cette fabrication, mais pourtant je tiens à en signaler quelques particularités.


L'Art du Peigner
Conférence faite à l'Ecole Municipale de Tissage de Lyon sous les auspices de la Société des Anciens Elèves par A.Pradat, Fabricant de Peignes à Tisser, en 1927 (Texte intégral).
J'intitule ma causerie "L'Art du Peigner", car nous trouvons ce terme dans l'ouvrage de Paulet : L'Art du fabricant d'étoffes de soie, couronné par l'Académie Royale des Sciences, le 20 mai 1775.
Vous savez certainement que l'origine du peigne remonte à la plus haute antiquité. Pourtant, dans les métiers primitifs, c'est à dire dans les métiers à chaîne verticale (1), l'on ne servait pas de peigne, mais de règle nommée spatha, avec laquelle on frappait la trame pour réduire l'étoffe.
Il est incontestable que ce moyen primitif a été remplacé avantageusement par le peigne à tisser. Celui-ci a été employé dès l'apparition du métier à chaîne horizontale, et quoique son emploi ait été constaté de tous temps chez les Chinois, son origine remonte aux Egyptiens, où il a remplacé l'aiguille babylonienne.
Avant de vous parler du peigne proprement dit, je vous entretiendrai brièvement des rasteaux de pliage, de cantres et des peignes envergeurs.
L'on appelle rasteau de pliage un genre de peigne fermé à la base et ouvert à sa partie supérieure, dans lequel le plieur distribue la chaîne, généralement par demie-musette. Une musette étant de 40 fils, c'est donc par 20 fils qu'elle sera mise en rasteau.
Les rasteaux ont été tout d'abord construits par les navetiers, qui perçaient des trous dans des cadres en bois aux dimensions demandées, et les garnissaient de tiges de fer, de cuivre, de bois et même d'ivoire.
Toutes ces tiges étaient primitivement droites, et de diverses grosseurs selon les réductions, ce qui réunissait les fils en paquets, qui s'accumulaient les uns sur les autres et créaient un défaut au tissage, appelé rayures de muselage.
Pour éviter ce défaut, l'on avait coudé les tiges métalliques par le milieu, de façon à placer la partie supérieure des tiges dans la ligne du vide inférieur, et en passant une verge dans l'envergure, on partageait les fils; de ce fait, la demie-musette se trouvait distribuée par moitié sur deux plans différents, et l'on évitait ainsi le paquetage des fils, ce qui constituait un premier perfectionnement.Mais dans la construction de ces rasteaux, un nouveau défaut s'est présenté à l'usage: quoique les tiges soient fortement fixées dans le cadre, elles prenaient du jeu et tournaient fréquemment.
On imagina alors un rasteau dont les tiges ou dents étaient inclinées et soudées à la base, ce qui les empêchaient de tourner. Ainsi a été constitué le rasteau définitif.