- Home
- Restauro ▾
-
Imparare ▾
- Libreria gratuita
- Glossario
- Documenti
- Iniziazione
-
Stoffa operata
- Introduzione
- Divulgazione
- Definizioni
- Il telaio per la stoffa operata
- Principi della stoffa operata
- Meccanica per la stoffa operata
- Il gioco del gancio
- Cartone da Jacquard
- Catena di cartoni
- Meccanica 104 in dettaglio
- Per farla finita...
- Preparazione per la stoffa operata
- Imputaggio 1/3
- Imputaggio 2/3
- Imputaggio 3/3
- Attaco dei fili d'arcata ai coletti
- Altre stoffe operate
- Stoffe operate e Islam
-
Lezioni di tessitura 1912
- Incastellatura del telaio
- Rullo posteriore
- Tensione a contrapeso
- Formazione del paso
- Posizione degli elementi
- Meccanica 104 Jacquard
- Operazione Jacquard
- Leggere
- Il battente
- Regolatore d'avvolgimento con ruota d'arresto
- Avanzamento del tessuto
- Mettere una catena nel telaio
- Avvio del telaio
- Navette di seta
- Battuta della trama
- Orditura meccanica
- Preparazione trama e ordito
- Attrezzatura ▾
- Cronache ▾
- Tessuti ▾
- Tecniche ▾
- Cultura ▾
- Lingua ▾
Pettini di garza per smussare
Affinché le garze siano smussate, si tratta di pettini particolari per la loro consistenza e le loro dimensioni, a causa della qualità del tessuto, che è destinato all'industria della vagliatura della farina. Questo tessuto è molto rigido a causa della forte tensione dell'ordito. Poiché il tessuto deve essere molto elastico, gli orditi e le trame devono essere mantenuti a una temperatura umida. Questi pettini sono costruiti con denti forti. Secondo le riduzioni, le proporzioni sono in media 50% piene e 50% vuote. Gli affollamenti sono molto ridotti e variano dai 30 ai 50 mm per i telai a mano. Sono stati sollevati a 60 mm per i telai meccanici.Questi pettini hanno bordi da 35 a 70 denti per pollice; il fondo deve quindi essere come per i velluti di ferro, molto chiaro.
Le riduzioni variano da 30 a 250 denti per pollice. A causa dell'umidità richiesta per questo articolo, questi pettini arrugginiscono molto rapidamente, quindi i legami di saldatura sono coperti, per prevenire l'ossidazione, che consumerebbe i fili.
Garza inglese (garza marquisette)
I pettini di garza marchesetta hanno permesso di applicare questo articolo praticamente al commercio meccanico, perché le mutandine in vari tessuti avevano un uso limitato.Questi pettini fecero la loro comparsa intorno al 1910, nella regione di Tarare e Amplepuis; furono poi introdotti a Lione e nella regione di Lione.
Si tratta di pettini doppi, di cui un dente viene utilizzato per il filo diritto e uno per il filo tornito. Prendono il posto dei licci, e tramite un meccanismo speciale al loro funzionamento che, allo stesso tempo, attiva il camminare e lo spostamento dei fili, si ottiene una garza perfetta. La marcia dei telai è in media di 140 colpi al minuto, il che dà una produzione interessante.
Anche questi pettini sono stati perfezionati; i primi dipendenti furono realizzati con denti curvi e saldati, lasciando un occhiello calibrato da uno speciale mandrino; ma nell'uso, sotto lo sforzo della tensione dei fili, questi denti si dissaldavano e la trama della catena diventava irregolare, il che ostacolava il funzionamento. Per evitare questo difetto si è utilizzato il principio della maglia di Grobb, cioè un dente forato e timbrato per liberare l'occhiello destinato a ricevere il filo rotante. Questo è stato un primo miglioramento molto apprezzabile, perché il filo del tornio, girando costantemente nell'occhiello, lo lucida continuamente.
Altre migliorie sono state apportate anche per quanto riguarda la sicurezza operativa e la facilità di reinserimento e passaggio dei fili sui telai.
Pettini per tessuti metallici
I pettini per tessuti metallici sono di una trama speciale; è il filo di ordito che determina il passaggio, che deve avere proprio il gioco necessario per consentirgli di funzionare, perché eccezionalmente questi pettini sono sempre cuciti con un filo dentato.
Questo gioco è calcolato in centesimi, secondo le riduzioni, perché variano dal numero 1 al numero 200 e più al pollice metrico. Per molto tempo sono stati realizzati esclusivamente in acciaio dolce, ma per diversi anni sono stati quasi tutti realizzati in acciaio temprato.
Come con i pettini di garza da smussare, le legature sono ricoperte di saldatura; questo modo è particolarmente necessario nei pettini fini, che hanno una folla molto bassa. Il frequente contatto dei fili di ordito con i fili di legatura potrebbe deteriorare questi ultimi e determinare imperfezioni nel tessuto.
I denti di questi pettini variano da 5 a 12 mm di larghezza e le saldature da 14 a 20 mm di altezza. Le folle variano da 22 a 120 mm. Devono essere molto dritti e i denti ben piazzati perpendicolarmente, perché la minima inclinazione, data la loro larghezza, farebbe pungere i denti, cioè si intaccherebbero, a causa della grande tensione dei fili di ordito, e questi segni di spunta farebbero fermare i fili durante l'esecuzione, quindi queste due condizioni sono essenziali per una buona produzione.
Pettini per tessuti di perle
I tessuti di perline erano originariamente realizzati con pettini con gallerie e forchette fisse, che venivano regolati a mano, in base alla dimensione delle perle.Il pettine di perle in uso oggi è stato inventato da un uomo di nome Essautier, di Parigi, soprattutto per le passamanerie, poi è stato applicato a tessuti di grandi dimensioni; se ne è fatto molto in 60 cm, ma attualmente si fa in larghezze di 110, 120, 140 e 160 cm, o con perline di vetro rotte, o con perline tonde (chiamate perline di piombo), o con perline sfaccettate.
Questo pettine è costruito in due parti:
La base, che ha il numero di denti necessari nella parte inferiore del tessuto.
Il pettine superiore o contatore di perle, così chiamato per l'uso, anche se non conta nulla, ma serve a regolare il passaggio delle perle.
Il pettine è montato su cuscinetti, o su perni, fissati all'apposito attacco del pettine di base; è quindi mobile, ma trattenuto contro il pettine inferiore da due molle di pressione.Sul telaio sono fissate a destra ea sinistra due parti metalliche munite ciascuna di una vite per la regolazione del passaggio delle perline.
La parte destra ha una forma speciale per entrare in contatto con la leva di sgancio quando le perline passano tra i due pettini.
Questa leva di sblocco è costituita da un pezzo mobile del telaio tramite un'asta regolabile; l'anta essendo fissata essa stessa su un dispositivo mobile, detto elevatore, discende sul colpo della perla, ed è al momento della sua salita che avviene l'innesco. (Tutto è controllato dai meccanici)
La particolarità di questi pettini consiste in diverse riduzioni, cioè se il pettine base ha 10 denti per cm, ovvero 27 denti per pollice, il pettine superiore avrà 5 denti per cm o 12,5 denti per pollice, oppure 5 perline per cm.
Per questo, il pettine di base presenta quindi due denti saldati alle loro estremità, chiudendo un passaggio, e lasciandone uno aperto, per consentire il passaggio del filo di perla dal pettine di base al pettine superiore.
I denti del pettine superiore sono posti sul piano, in modo da coprire i due denti del pettine di base, lasciando solo il passaggio necessario per il filo delle perle, al solo scopo che siano ben trattenuti al loro posto, e facciano non passare davanti al pettine finché non viene azionato, comandato, come detto sopra, dai meccanici.
Le perle sono spesso irregolari; l'adeguamento viene quindi effettuato sulla taglia media; inoltre capita spesso che le multe vengano raddoppiate e manchino quelle grossolane. Spetta quindi all'operaio tessitore rettificare la corsa del tallone.
Pettini a ventaglio per onde a catena.
I pettini a ventaglio sono costruiti da percorsi di diverse larghezze e vengono azionati da un movimento verso l'alto per ottenere gli effetti delle ondulazioni della catena.
Pettini a ventaglio per tessuti tubolari
Questo speciale pettine con tessuti stretti viene utilizzato nel telaio a barre. È anche azionato da un movimento verso l'alto.
Le guaine degli ombrelli sono comunemente realizzate con questo tipo di pettine. Si realizzavano anche cravatte tubolari, quindi senza cuciture, la cui misura del collo veniva ridotta in larghezza per adattarsi facilmente, poi allargata per poter fare il nodo della cravatta. È realizzato anche con questo tipo di tessuti elastici a pettine che vengono utilizzati in ortopedia.
Pettini ondulati per effetti di trama
Questi pettini sono anche costruiti da percorsi e ondulati in forme concave e convesse. Azionati da un movimento ascendente, pongono quindi i plettri in opposizione all'ondulazione. Questo tessuto è molto delicato da tessere, perché è necessario regolare le tensioni dell'ordito e della trama per evitare la formazione di tasche nel tessuto.
Con questo tipo di pettine come con i pettini a ventaglio si possono fare molte combinazioni di colori, l'applicazione di questi pettini ai telai manuali può essere fatta benissimo anche ai telai meccanici.
Pettini traccianti moiré, noti come pettini musicali
Prima di conoscere i pettini a denti mobili, abbiamo tracciato certi tipi di moiré con pettini ondulati fissi; i risultati ottenuti con questi pettini non potevano essere identificati, perché si faceva altrettanto con la tracciatura con la regola dopo la tessitura.Il primo pettine a denti mobili fu inventato da Taverrier, moireur a Lione, e brevettato il 23 febbraio 1865, con il numero 66.363.
Questo pettine aveva denti diritti, che entravano in contatto con il cilindro, che era fissato sull'apposito manico della foglia.
Questa forma dei denti non permetteva di ottenere la nitidezza di certi disegni, le cui cavità erano ravvicinate; inoltre, per ottenere un miglior risultato, i denti mobili sono stati scavati nella loro parte superiore, poco al di sotto del loro contatto con il cilindro, al solo scopo che la superficie che lo tocca è molto piccola e che può riprodurre il disegno con più chiarezza. Questa nuova forma di dente è stata oggetto di un certificato di aggiunta al brevetto originale datato 26 settembre 1865.
Sebbene questa nuova forma del dente abbia prodotto risultati migliori, erano ancora insufficienti.
Abbiamo quindi immaginato un organo intermedio che abbiamo chiamato tastiera. Questa tastiera dalla forma speciale è stata posta tra il pettine e il cilindro; era formata da una serie di pezzi di lamiera d'acciaio fustellati, più spessi dei denti del pettine, e per 1500 denti mobili la tastiera era di circa 300 denti.
Il punto di oscillazione dei denti della tastiera era eccentrico in modo da moltiplicare l'importanza dei motivi fissati sul cilindro. Era montato tra il cilindro e il pettine. La parte superiore a forma di becco ha fatto contatto con il disegno e la parte inferiore con il pettine; questa tastiera permetteva quindi di seguire più fedelmente le forme dei disegni.
Il cilindro era azionato da un regolatore posto alla lama destra dell'anta e comandato da due ingranaggi angolari, uno regolatore, l'altro all'asse del cilindro.
L'insieme di questo dispositivo tracciante a pettine moiré era quindi composto da:
- Il pettine a denti mobili - La tastiera di trasmissione nel disegno - Il regolatore di comando del cilindro - L'anta, sulla cui maniglia sono stati regolati la tastiera e il cilindro - Il binario di guida della navetta
Fu quindi con questi diversi organi che si formarono i primi dispositivi di tracciatura moiré. Questi dispositivi, sebbene molto complicati, hanno dato ottimi risultati; erano tuttavia suscettibili di miglioramento, perché molti punti principali erano in contraddizione con i principi della tessitura e molto spesso causavano difetti molto dannosi.Fu quindi nel 1892 e nel 1893, durante la grande stagione del moiré, che durò più di due anni, che il vostro servo fu chiamato a studiare tutti i miglioramenti atti a migliorare questi apparati, sia dal punto di vista della tessitura che del loro buon funzionamento.
Cosa è stato rimproverato in linea di principio a questi dispositivi?
Essendo separati i vari componenti, è stato necessario irrigidire il pettine fermandolo, per evitare il gioco laterale che avrebbe spostato il disegno fissato sul manico dell'anta. Questa orza faceva sì che il pettine graffiasse i fili dell'ordito.I denti della tastiera, sebbene più spessi di quelli del pettine, passavano frequentemente, il che ostacolava il corretto tracciamento del disegno e danneggiava il pettine rasteau con aghi che si rompevano molto spesso, e soprattutto pungeva le dita dei tessitori. Fu per rimediare a questi vari inconvenienti che mi misi in proprio e costruii l'attuale apparato.
Per prima cosa ho unito tre delle parti principali in una: il pettine, la bombola e il regolatore. Questo fu un primo miglioramento molto apprezzabile da un punto di vista pratico, perché si liberò nella sua foglia come un normale pettine, e non ebbe più bisogno di essere appiccicato, tutti gli organi seguendo il movimento laterale impartito dallo spostamento della catena. Quindi più o meno graffi della catena, né paura di spostamento del disegno. Il rasteau di guida della navetta è stato eliminato anche da una particolare costruzione delle foglie, per la quale mi preme ringraziare il Sig. Lespinasse per la sua preziosa collaborazione.
Un terzo perfezionamento, il più importante di tutti, è la particolare conformazione del dente, che presenta all'estremità un becco orizzontale terminato da un piano inclinato, sul quale agiscono anzitutto i rilievi del cilindro; Segue tuttavia tutti i dettagli con grande precisione, quindi è questa forma del dente che gli permette di ricevere l'azione diretta del cilindro con efficienza, dando risultati migliori rispetto a quelli dei dispositivi precedenti.I pettini moiré hanno denti mobili solo per metà della loro larghezza , ma possono essere denti completamente mobili. Fino ad ora, la maggior parte di questi dispositivi sono stati utilizzati in telai a mano, ma sono state effettuate varie prove. sono state fatte nel telaio meccanico e posso garantire un'applicazione semplice e pratica.Questi traccianti moiré pettini si applicano a tessuti uniti, a trama, pekin e sagomati, nonché a cinture e nastri, e in larghezze di 60, 70, 80, 90, 100, 110, 120 e 140 cm I disegni possono essere stabiliti in rapporti da 13 a 20 cm, ma può svilupparsi indefinitamente al passo del regolatore.
Arrivo alla fine di questa presentazione con la speranza di avervi interessato tutti; Da parte mia vorrei ringraziarvi per la continua attenzione con cui siete stati così gentili da ascoltarmi. Sarei doppiamente ricompensato se riuscissi a farvi capire l'importanza tecnica che meritano i pettini da tessere e, quindi, la "pettinatura".
Produttore del pettine del telaio
A. Pradat
Lione, 1927
La scelta delle bacchette era fatta molto minuziosamente, soprattutto per quanto riguarda il diametro, che dava, in relazione allo spessore, larghezze dei denti diverse.Le bacchette venivano prima tagliate a misura, poi spezzate in strisce che formavano i denti. Per questa operazione utilizzammo all'inizio mezzi molto primitivi, via via perfezionati, ed infine utilizzammo degli attrezzi speciali, detti rosette, cioè mandrini metallici cilindrici sui quali venivano posti dei coltelli per il taglio dei tubi.
Dopo questa operazione, ogni dente è stato calibrato in una filiera, per conferirgli la sua larghezza finale e regolare, nonché il suo spessore.Le canne essendo porose all'interno e levigate all'esterno, la loro corteccia naturale presentava una resistenza più resistente all'attrito di figlio, e diede al dente una forma semicircolare.
Il pettinista quindi disponeva i denti in modo tale che la faccia naturalmente levigata fosse costantemente a contatto con i fili, cioè presentando questa faccia all'esterno, su entrambi i lati del pettine; per questo, a metà del pettine, l'operaio girava il dente, perché sono le due estremità che stancano di più, il centro sperimentando questa fatica solo per graduazione, una legatura di una certa solidità, e formava così una specie di saldatura; il legame pece da una spira all'altra formava un blocco.
Fabbricazione di spilli metallici o denti a pettine
I denti oi perni metallici sono realizzati con fili di acciaio dolce non indurente.In principio, questa produzione era rudimentale; i materiali utilizzati erano di qualità inferiore, quindi c'erano spesso parti in paglia. Anche i primi strumenti utilizzati erano rudimentali: i laminatoi erano manovrati a mano, il che rendeva le operazioni molto lunghe e i denti irregolari.
Ma l'utensileria ha costantemente seguito il progresso, è oggi al culmine del suo sviluppo.
Le principali operazioni nella produzione di denti a pettine sono le seguenti:
Rolling, che schiaccia il filo tondo per portarlo in un nastro piatto. Viene eseguito in più passaggi, a seconda dei numeri e delle larghezze.
Il tiro largo, che consiste nel calibrare la larghezza, perché la laminazione lascia sempre delle irregolarità.
La scriccatura, cioè la riduzione degli angoli. Questa operazione viene eseguita soprattutto per il dente dei pettini di seta; non è necessario per il dente dei pettini in cotone, che subisce solo una semplice lucidatura.
Un primo spogliatoio del campo e del piatto, perché le operazioni precedenti hanno modificato il metallo in entrambe le direzioni.
Lucidatura, che viene eseguita con un set di lime e tela smeriglio molto fine.
La medicazione finale, durante la quale viene effettuato un meticoloso controllo prima dell'avvolgimento sulle bobine di uscita.
Dalla fabbricazione di vari pettini
Burps o Reed Combs - La parte più importante di questa fabbricazione era la preparazione dei denti e del legno. Per l'assemblaggio di questi pettini, gli strumenti erano pressappoco gli stessi di quelli utilizzati oggi per i pettini in acciaio, chiamati assemblaggio a mano. Ciò è fatto ancora oggi frequentemente per l'assemblaggio dei pettini speciali di cui parlerò in seguito. La produzione di pettini di canna è ancora fatta, ma sempre meno, perché la Cina e il Giappone, che ancora li usavano, usano sempre più pettini di metallo.
La prima evoluzione di questo pettine si è manifestata con l'uso di denti in acciaio per i bordi o corde dei pettini di canna. Quindi il dente di canna è stato completamente sostituito dai denti di metallo; questo tipo di pettine era chiamato pettine appiccicoso, perché le legature rimanevano in legno o cotone appiccicoso.
Il pettine appiccicoso è ancora preferito negli articoli di panno e lana perché conserva un'elasticità che non si può ottenere con i pettini saldati montati meccanicamente, montati ancora a mano per molto tempo, poi abbiamo costruito una prima macchina che abbiamo chiamato piccola meccanica, poi abbiamo creato macchine più complete che prima venivano utilizzate per realizzare i pettini per coperte, lane, lenzuola, tele e tessuti di cotone.
Per i pettini da seta erano necessarie macchine ancora più sofisticate, e solo intorno al 1878 si iniziò, a Lione e Saint-Etienne, a montare i pettini in seta meccanicamente, utilizzando, come detto in precedenza, l'assemblaggio manuale di pettini speciali. È grazie al miglioramento della fabbricazione dei denti che oggi possiamo fabbricare rapidamente e perfettamente pettini per tessitura.
Pettini saldati
La comparsa dei pettini saldati avvenne in Inghilterra nel XVII secolo, e Paulet dice nella sua opera pubblicata il 20 maggio 1775: un materiale simile a quello che è fatto dei caratteri stampati un ordine preciso, dopo il quale vengono fissati colando il materiale che forma il telaio; ma nel resto d'Europa, i pettini d'acciaio sono montati come quelli di canna, cioè con ligneul e cotone appiccicoso. "
A questo proposito, ricordo ancora che all'inizio del mio apprendistato, circa 45 anni fa, i pettinieri chiamavano questi pettini metallici pettini inglesi, che sancivano questa origine inglese dei pettini saldati.
Sebbene il materiale di fusione non fosse saldato, ha creato un blocco molto resistente.
Tuttavia, il processo inglese fu abbandonato per l'uso della saldatura che, in un primo momento, fu abbandonato per l'uso della saldatura che, prima di tutto, era fatta con il ferro. Attualmente si fa nella vasca da bagno; ma per certe specie, e in certe regioni della Francia, si fa ancora col ferro.
Esaminerò prima i normali pettini e poi parlerò dei miglioramenti che sono stati apportati a loro.
Elenco dei pettini ordinari
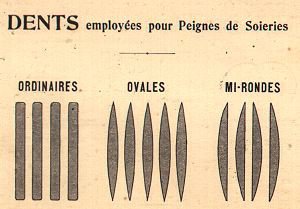
I pettini ordinari formano tre categorie:
Pettini leggeri a Parigi calibro 14 o 22/10. Saldatura 10 / m Pettini forti a 16 al calibro di Parigi o 27/10. Saldatura da 12 mm Pettini extra forti a calibro 17 Paris o 30/10. Saldatura da 14 mm Questi pettini sono realizzati in grezzi vari, variabili da 55 mm a 80 mm e anche di più, a seconda che si debbano utilizzare per tessuti uniti, sagomati o cuciti.
Pettini di velluto con ferro
I pettini di velluto al ferro, pur essendo dell'ategorie dei pettini leggeri, richiedono cure molto particolari. Hanno un solito passo di 25 linee o 57 mm. Questo capannone è stato aumentato a 60 mm su richiesta di alcuni produttori di velluti.I pettini in velluto richiedono di essere molto dritti e molto lucidi, in modo che il colpo non ammacchi i ferri quando il colpo di vestizione. Hanno una consistenza particolare; sono contati da per gamma di 40 denti. Le disposizioni più comuni sono: 21, 21,5, 24, 24,5 e 2 cucciolate. Ad ogni estremità hanno un numero di denti più forti per le corde; è quindi essenziale che il numero di dorso sia molto corretto.
Pettini doppi in velluto
Esistono due tipi di pettini doppio velour:
1- Pettini con una navetta 2- Pettini con due navette
I pettini a singola navetta sono generalmente costruiti a 18 34/10 allo scartamento Parigi, per folle variabili da 70 a 80 mm, per articoli lisci, e a 19 o 4 mm per quelli sagomati, che richiedono una folla di 100 mm e oltre.
I pettini a due navette sono realizzati in denti di 4, 4,5 e 5 mm di larghezza, e in folle variabili da 110 a 130 mm.
La saldatura di questi due tipi di pettini è solitamente di 14 mm, rinforzata in spessore.I pettini ordinari sono la base della fabbricazione. Per i pettini in seta e velluto la proporzione di pienezza, cioè lo spessore del dente, è del 40%; per la parte riservata a cavi o vuoti è del 60%.
La buona qualità di un pettine consiste soprattutto nell'utilizzo di buone materie prime, in particolare nella saldatura e nella cura posta nella lavorazione.
Le proporzioni regolamentari sopra elencate sono per il normale numero di fili, ma in molte circostanze, soprattutto per l'uso di vari materiali, come flotte tinte e caricate, Canton, nonché seta artificiale, abbiamo incontrato difficoltà da superare. Questo è quando i pettini speciali tornano utili. Per prima cosa abbiamo realizzato pettini con denti ordinari molto fini, dando proporzioni dal 30% di pieno al 70% di vuoto. Con questi pettini si otteneva senza dubbio un risultato migliore, ma questo risultato era solo parziale. In particolare, vi erano difetti nel mezzo del tessuto, poiché il dente ordinario presentava un angolo con il quale i fili di ordito erano costantemente in contatto, il che dimostra che questa parte dei fili non impiegava la proporzione del vuoto indicata.
D'altronde, nonostante il rinforzo dei pettini, temevamo con questi pettini dalla dentatura extra fine, di cadere in un altro difetto: i graffi.
Per ottenere un risultato migliore abbiamo dovuto dare al dente la forma semicircolare dell'ancia. Questa forma semicircolare dava completa soddisfazione alle sete.
Poi, sopraggiunta la guerra, i nostri paesi del nord invasero, a Lione e nella regione si tessevano articoli di lana. E poiché non producevamo i pettini appiccicosi, abbiamo usato per questo tipo il dente ovale che ha anche dato buoni risultati. Questo dente ovale è oggi generalmente utilizzato per il filo interdentale artificiale, dove è anche molto popolare.

Dico definitivo, perché essendo la tessitura evoluta nel telaio meccanico, anche le preparazioni si sono trasformate, e l'orditura a fili ha sostituito quasi completamente la piegatura a musette che esiste ancora per i telai a mano, che sono sempre meno numerosi (questo testo è stato scritto nel 1927). L'orditura a filo utilizza cantre inclinate e cantre circolari, a seconda della regione;
Le cantre inclinate sono dotate di due rasteaux. Il primo è un rasteau divisorio composto da tante divisioni quante sono le file della cantra (in seta, parola femminile), e ogni fila ha un numero di passaggi corrispondente al numero dei carlini.
Il secondo, rasteau regolare, ha lo scopo di regolarizzare lo strato di fili prima del pettine distanziatore, che da questo pettine va al pettine di impostazione e da lì al tamburo di orditura.
Le cantre circolari utilizzano solo pettini allargatori e pettini di regolazione.Esistono diversi tipi di pettini allargatori: singoli, doppi, tripli, ecc.
Per i pettini di scommesse, esiste una scala di riduzioni diverse.
Ora ti parlerò della produzione di pettini per tessitura in generale.
Il pettine da tessitura è conosciuto con nomi diversi, in particolare sotto il nome di rot, perché i primi pettini erano tutti fatti di canne, il che spiega perché la nostra società è ancora chiamata dall'Amministrazione: lamiers-rotiers.
Tuttavia, il nome di pettinatura era già usato nel XVII secolo, come indica Paulet nella sua opera.
Preparati per la fabbricazione di pettini.
Alla fabbricazione dei pettini è intimamente legata la fabbricazione del dente. Per i pettini di canna, erano i pettinatori che si costruivano i denti da soli.
Fino al 1886, alcune case di Lione fabbricavano persino denti di metallo; Fu solo da quel momento che la fabbricazione dei denti divenne un'industria speciale.
La lavorazione del dente in canna era di grande delicatezza, perché si poteva usare per questa fabbricazione solo la corteccia della canna.
Non mi impegnerò a descrivere questa produzione, ma ciononostante vorrei sottolineare alcune peculiarità.


L'arte del creatore di pettine
Conferenza tenuta alla Scuola Municipale di Tessitura di Lione sotto gli auspici della Société des Anciens Elèves da A.Pradat, Fabbricante di Pettini per Tessitura, nel 1927 (testo integrale).
Chiamo il mio intervento "L'Arte del Peigner", perché troviamo questo termine nell'opera di Paulet: L'Arte del fabbricante di tessuti di seta, incoronata dalla Royal Academy of Sciences, 20 maggio 1775.
Sicuramente saprai che l'origine del pettine risale a tempi antichissimi. Tuttavia, nei telai primitivi, cioè nei telai verticali ad ordito (1), non si usava un pettine, ma una riga chiamata spatha, con la quale si batteva la trama per ridurre il tessuto.
È indiscutibile che questo mezzo primitivo è stato vantaggiosamente sostituito dal pettine di tessitura. Quest'ultimo veniva utilizzato dalla comparsa del telaio a catena orizzontale, e sebbene il suo uso sia stato notato da tutti i tempi tra i cinesi, la sua origine risale agli egizi, dove sostituì l'ago babilonese.
Prima di parlarvi del pettine stesso, parlerò brevemente di piegare rasteaux, cantre e pettini spalmatori.
Un rasteau pieghevole è chiamato una sorta di pettine chiuso alla base e aperto nella sua parte superiore, in cui la cartella distribuisce la catena, generalmente per metà musette. Essendo una musette di 40 fili, è quindi di 20 fili che sarà messa in rasteau.
I rasteaux furono inizialmente costruiti dalle rape, che praticavano fori in telai di legno delle dimensioni richieste e li rivestivano con tondini di ferro, rame, legno e persino avorio.
Tutte queste bacchette erano originariamente diritte, e di varie dimensioni secondo le riduzioni, che univano i fili in fasci, che si accumulavano l'uno sull'altro e creavano un difetto nella tessitura, chiamato graffio di muso.
Per evitare questo difetto, avevamo piegato le aste metalliche nel mezzo, in modo da porre la parte superiore delle aste nella linea del vuoto inferiore, e passando un'asta nella campata, dividevamo i fili; di conseguenza, la mezza musette veniva distribuita a metà su due piani diversi, evitando così l'ammassamento di fili, che era un primo miglioramento.Ma nella costruzione di questi rasteaux sorse un nuovo difetto presentato per l'uso: sebbene le aste sono saldamente fissati al telaio, hanno preso gioco e ruotato frequentemente.
Abbiamo quindi immaginato un rasteau le cui aste o denti fossero inclinati e saldati alla base, il che impediva loro di girare. Così è stato costituito il rasteau finale.